Лазерно-хибридно заваряване, лазерно-MAG хибридно заваряване
Лазерно-хибридното заваряване съчетава предимствата на лазерното и MSG заваряването. Лазерният лъч осигурява дълбоко проникване (дълбоко заваряване при ниска енергия на разстояние), докато използването на MSG-електрод (допълнителен материал за запълване на заваръчния фуги) осигурява компенсиране на толерансите на фугата. Това позволява значително увеличаване на производителността в много области, включително в автомобилостроенето, при тръбопроводите, в производството на резервоари.
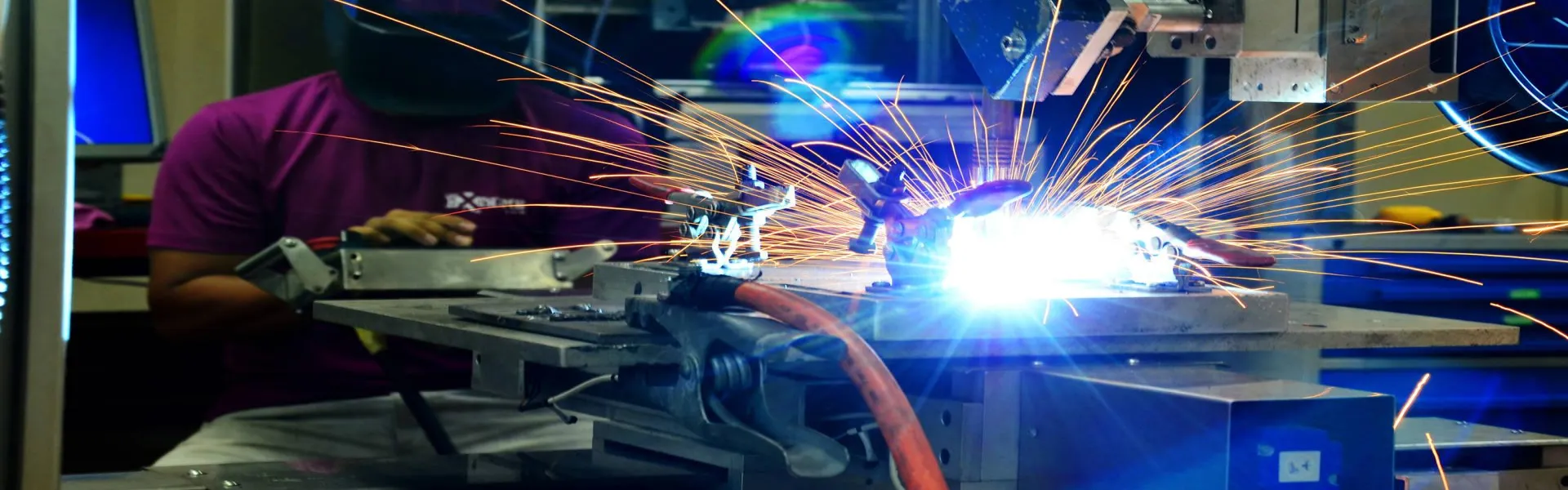
Автоматизация при лазерно-хибридното заваряване
С лазерно-хибридния процес на заваряване необходимият за заваряването обем на шева може да намали значително броя на заваръчните слоеве, необходими за свързване, като в много случаи е достатъчен един заваръчен слой. Докато лазерът осигурява дълбоко заваряване, MSG процесът осигурява добро преодоляване на фугите и намалява изискванията за подготовка на шева.
Лазерно-MSG хибридното заваряване съчетава предимствата на два процеса.
MSG процесът е процес с електрическа дъга с ниски инвестиционни изисквания и е ефективен източник на енергия. Допълнителният материал осигурява от една страна по-добро преодоляване на фугите, изравняване на толерансите на компонентите, минимизиране на усилията за подготовка на шева, а от друга страна – целенасочено въздействие върху структурата на заваръчния шев.
Лазерът позволява високо съотношение дълбочина/ширина на шева/дълбоко заваряване, увеличаване на скоростта на заваряване при едновременно намаляване на термичното натоварване на компонентите. Това намалява загубите на якост в зоната на термично влияние и термичното изкривяване.
MSG-лазерното хибридно заваряване може да бъде сравнително лесно адаптирано към доказани автоматизирани процеси като заваръчни роботи и линейни системи. Това е процес, който се е утвърдил в корабостроенето, автомобилната промишленост, транспорта, производството на превозни средства и производството на резервоари. MSG-лазерното хибридно заваряване има голям потенциал и е много търсено на пазара.
Области на приложение на хибридния лазерен заваръчен процес
Целенасоченото комбиниране на технологиите за лазерно-електродъгово заваряване, известни като хибридни процеси на заваряване, носи много предимства, което се вижда от тяхното приложение в редица индустриални области, като например:
- Корабостроене
- Тръбопроводни конструкции
- Строителство на резервоари и цистерни
- Транспорт и движение
- Енергетика
- Строителство
Защитни газове/процесни газове за лазерно-хибридно заваряване
С помощта на защитни газове или технологични газове, подходящи за конкретната употреба, може да се използва пълният потенциал на хибридните процеси с лазерна дъга. За избора на подходящи защитни газове или технологични газове трябва да се вземат предвид следните аспекти:
- Технологичен процесен прозорец по отношение на образуването на плазма, склонност към плазма при лазера
- Стабилност на дъгата и пренос на материал при процеса с дъга
- Материали, състав на сплавта, структура и състояние на повърхността
- Дължина на вълната на лазера и мощност на лазера
- Дебелина на детайла и геометрия на съединението
Решенията за защитни/процесни газове, адаптирани към материала и лазера, освен стабилността на цените, могат да окажат значително влияние върху постижимия резултат от заваряването по отношение на формата на проникване, повърхността на шева, качеството на шева, скоростта на заваряване и консумацията на защитен газ.
Целенасоченото използване на физико-химичните свойства на защитния газ може да повлияе значително на качеството и производителността при хибридното заваряване с лазерна дъга по отношение на енергиен приток, геометрия на проникване, дълбочина на заваряване, намаляване на порите и пръски.
При хибридното лазерно заваряване се използва производителността на лазерното заваряване, по-дълбокото и по-бързо заваряване и допълнителният материал от MIG/MAG заваряването, за да се запълнят и изравнят допуските в шевната фуга и шевната цепнатина.
По този начин могат да се използват предимствата на лазерното заваряване за по-дебели компоненти, като например в корабостроенето, производството на резервоари и кранове. Същевременно необходимите обеми на заваръчния шев, като време за заваряване и термично натоварване на компонентите, се намаляват значително.
При тези високоавтоматизирани процеси защитните газове могат значително да повишат стабилността на процеса, производителността и качеството на заваръчния шев, както и да намалят значително доработката и престоите на съоръженията.